一、加工图纸是所有关键信息的“合同”
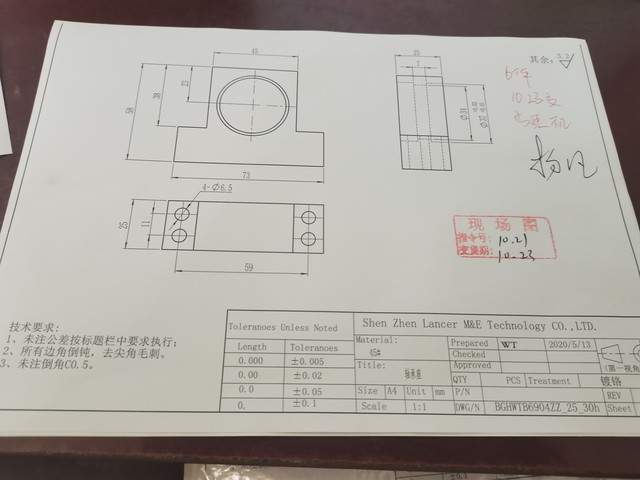
可以把加工图纸理解成设计方和加工方之间的“合同”。图纸定义了:形状、尺寸、表面要多光、误差允许多大。没这些细节,工厂就是瞎猜。
实际切削的时候,图纸上每个数字都起作用。公差严了,刀路要改;表面光洁度要求高了,进给要调;几何形状决定了用哪台机床。所以工厂报价必须先看图纸——不然后面的难度根本判断不了。
二、图纸到底提供了哪些关键信息?
一张完整的加工图纸,信息量很大。工厂在报价时主要看这几项:
尺寸公差
这是大头。±0.1mm的零件好做,±0.01mm的零件难做。公差越严,切削速度越慢,刀具越精,检验步骤越多——时间和成本都上去了。
几何公差(GD&T)
有人会忽略这个,这是坑自己。平面度、垂直度、同心度、位置度——每个符号都增加复杂度。一个孔必须和表面完全垂直,比可以稍微歪一点的孔难加工得多。图纸上都标着呢。
表面粗糙度
粗的表面又快又便宜。镜面效果又慢又贵。图纸上标了Ra值,数字越小,意味着抛光越多、刀路越讲究、甚至要多道工序——全都要钱。
材料牌号
铝和不锈钢切起来不一样。不锈钢和PEEK塑料又不一样。刀具磨损率不同,转速进给不同,成本也不同。图纸必须写明具体材料。光说“金属”或“塑料”,工厂没法干活。
没这些信息,工厂判断不了一个零件是简单还是复杂,自然没法给你准价。
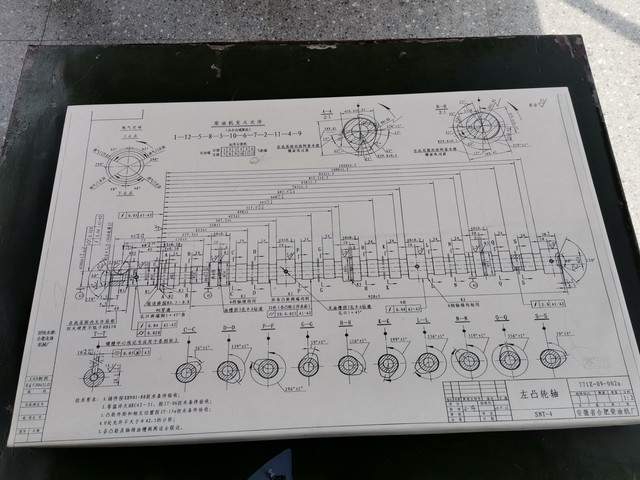
三、加工工艺决定报价高低
形状不一样,钱不一样。一个简单的方块带几个孔,便宜。一个有曲面、公差还严的,贵。图纸告诉工厂面对的是哪种情况。
复杂的活可能需要多轴联动,或者特殊刀具,或者多次装夹——夹住、切完、松开、再夹。这些都在吃机床时间,推高成本。图纸让工程师判断需要什么工艺:铣削、车削、钻孔、磨削——每种工艺价格不同。
这些工艺选择,是所有精准报价的核心。没图纸,就不知道用什么工艺;不知道工艺,就报不出实数。
实例:工艺选择怎么影响价格
零件特征 | 需要的工艺 | 成本影响 |
简单方块带几个孔 | 三轴铣 + 标准钻孔 | 低到中等 |
曲面带严公差 | 五轴联动铣 | 高(专用机床和编程) |
圆柱带内螺纹 | 车削 + 螺纹铣或攻丝 | 中等(多刀具、多工序) |
另外有些零件可能需要二次加工:
- 热处理:让零件更硬、更耐磨。但交期要多几天,成本也上去了。炉子不是白烧的。
- 表面处理:阳极氧化、电镀、喷涂——每样都增加材料成本和人工。图纸必须写明要什么表面,不然工厂没法报价。
- 检测和报告:有些客户要全尺寸报告。三坐标测量、可追溯文档。这要花技术员的时间,时间就是钱。需要报告的零件,比不需要的贵。
这些因素全在加工图纸上。有经验的工程师看一遍图纸,整个生产路径就清楚了:材料、公差、特征、二次加工。没图纸,任何报价都是猜。
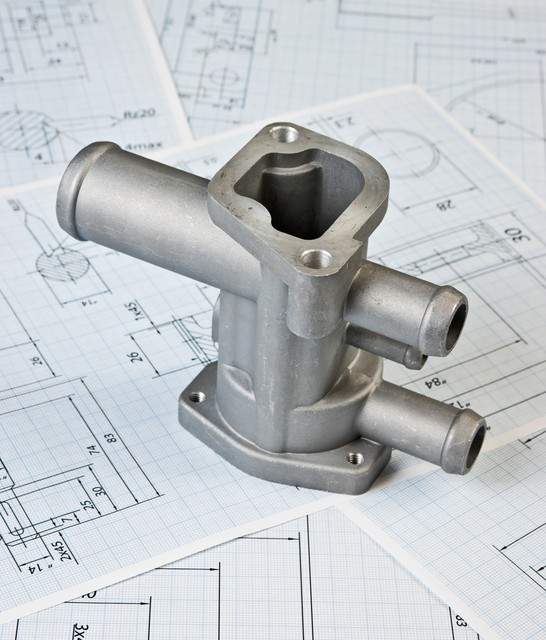
四、材料成本怎么算?

正规工厂不会猜材料成本。工程师读图纸,看指定了什么合金,然后从那里开始算。原材料价格是一部分,加工难度是另一部分——两样都影响最终报价。
不同材料有不同的加工参数:进给、转速、刀具选择、冷却液要求、刀具磨损率。一种材料二十个零件就啃废一把刀,和另一种材料一把刀跑一天的,加工成本肯定不一样。图纸告诉工厂面对的是哪种情况。
常见材料实例及成本影响
同样形状的零件,不同材料,报价天差地别。
- 6061铝:这是基准。好切、刀具磨损低、原材料便宜、加工周期短。对大多数原型和量产件来说,这是最划算的选择。
- 316不锈钢:材料硬,切削速度要慢,需要刚性更好的刀具,加工时发热大所以要管好冷却液。刀具磨损高,生产成本上去了。同样形状,不锈钢报价比铝明显高。
- 钛合金:这是钱哗哗涨的地方。钛又强又轻,但难加工。它会加工硬化,跟刀具反应。切削速度要降很多,刀具寿命短。图纸上可能只是个简单支架,但材料一换,一切都不一样了。报价预计大幅上涨。
- 特种材料(Inconel、PEEK):Inconel是高温超合金,普通刀具根本扛不住。PEEK是高性能塑料,原材料本身就贵。两者都需要专业经验,不是所有工厂都能做。报价会体现原材料成本、专用刀具、技术工人三样。
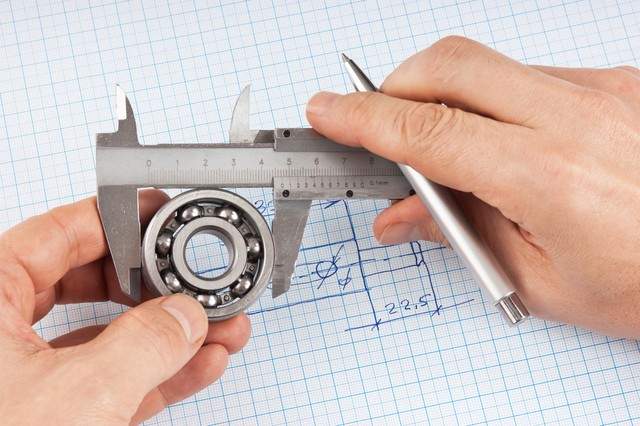
五、精度和公差
图纸上标的尺寸公差和几何公差,是CNC加工的关键指标。精度要求越高,需要的设备越精密,质量控制越严,加工效率可能越低。正规工厂必须根据这些要求来调配资源,确保成品完全符合图纸。
六、数量和效率的关系
批量大小直接影响单价。一个零件单价比一千个贵。图纸告诉工厂怎么规划。
小批量:装夹时间占了成本大头。编程、夹具、对刀——这些活要花几个小时。摊到5个零件上,每个都背一份,单价自然高。
大批量:100个零件把同样的装夹成本摊得更薄。工厂可能会做简易夹具、优化刀路。单件报价就降下来了。
1000个的时候,工厂会想自动化的事:专用夹具、多工位装夹。图纸告诉工厂零件几何形状是否允许这么做。简单的零件好扩量,复杂的难。
没图纸,没人判断得了这个区别。报价就成了猜,猜就会出错。
七、避免潜在的技术风险

报价之前要图纸,不光是定价的问题,更是为了避坑。正规工厂会审图,在零件上机之前就发现问题。
审图常见问题举例
- 又深又细、公差还严的孔:孔小、深、公差紧。加工需要长刀,长刀会偏摆、会断。切削速度降到龟速。报价肯定高。正规工厂会提出来:这个孔能不能做大点、浅点、或者公差放宽点?
- 尖锐的内角:标准立铣刀是圆的,切出来有圆角。但有些图纸标了尖锐内角——普通CNC根本做不了。工厂只能用EDM或别的工艺,成本直接跳涨。更好的办法是加个小退刀槽,或者把圆角改大,匹配标准刀具尺寸。
- 不关键的位置标了严公差:有些图纸每个尺寸都标±0.01mm,连不影响功能的面也标。工厂一看就知道成本要被拉高,而且没道理。问一嘴常常会发现:±0.1mm就够了。改完图纸,报价就下来了。
- 标注不全或漏标:图纸可能标了材料但没标硬度,或者标了表面处理但没标Ra值。工厂没法精准报价。与其瞎猜做错零件,不如提前问清楚。
提前审图是风险控制。工厂早发现问题,客户有机会改设计或接受成本。项目跑得顺,没意外,没废品。报价反映现实,最终零件符合预期。































